Non-conventional cement-based composites reinforced with vegetable fibers: A review of strategies to improve durability
S.F. Santosa, G.H.D. Tonolib, J.E.B. Mejiac, J. Fiorellic, H. Savastano Jrc*
a. State University of São Paulo (UNESP) – (São Paulo, Brazil)
b. Federal University of Lavras (UFLA) – (Lavras, Brazil)
c. University of São Paulo (USP) (São Paulo, Brazil)
*holmersj@usp.br
| |
ABSTRACT
The present review shows the state-of-art on the approachs about improving the processing, physical-mechanical performance and durability of non-conventional fiber-cement composites. The objective of this review is to show some of these strategies to mitigate the degradation of the vegetable fibers used as reinforcement in cost-effective and non-conventional fiber-cement and, consequently, to improve their mechanical and durability properties for applications in the housing construction. Beyond the introduction about vegetable fibers, the content of this review is divided in the following sections: (i) surface modification of the fibers; (ii) improving fiber-to-cement interface; (iii) natural pozzolans; (iv) accelerated carbonation; (v) applications of nanoscience; and (vi) principles of functionally graded materials and extrusion process were briefly discussed with focus on future research needs.
|
| |
RESUMEN
Compuestos cementantes no convencionales reforzados con fibras vegetales: Una revisión de estrategias para mejorar la durabilidad. La presente revisión explora la actualidad en el campo de los compuestos de fibrocemento no convencionales en relación a
mejoras en el proceso productivo, el rendimiento físico-mecánico y la durabilidad. El objetivo de esta revisión es exponer
algunas estrategias para mitigar la degradación de las fibras vegetales utilizadas como refuerzo en fibrocementos no convencionales
y rentables, obteniendo en consecuencia una mejoría en el rendimiento de sus propiedades mecánicas y durabilidad para su aplicación
en el área de la construcción de viviendas. Además de la introducción en relación a las fibras vegetales, el contenido de
esta revisión se divide en las siguientes secciones: (i) modificación de la superficie de las fibras; (ii) mejoramiento de
la interfaz fibra-cemento; (iii) puzolanas naturales; (iv) carbonatación acelerada; (v) aplicaciones de la nanociencia; y
(vi) principios de los materiales funcionalmente graduados y el proceso de extrusión fueron discutidos brevemente con un enfoque
a investigaciones futuras.
|
1. INTRODUCTIONTOP
With more than half of the world’s 7 billion people living in cities, urbanization presents an opportunity to transform production
and income levels in developing countries (1). However, 55 million new slum dwellers have been added to the global population since 2000. It is unacceptable today that
about 1 billion people live in slums and other sub-standard housing, with precarious guarantee of access and inadequate water
and sanitation (2). By 2030, about 3 billion people, or about 40 percent of the world’s population, will need housing, basic infrastructure
and services. This renders into the need of complete 96,150 housing units per day, with documented land, untill 2030 (2).
While some cities are shrinking, many urban centres are having rapid and largely uncontrolled population growth, creating
a pattern of rapid urbanization. Most of this growth is now taking place in developing countries and is concentrated in informal
settlements and slum areas (3)The total demand housing is a measurement based on two aspects: the growth of the population and the need for replacement
housing units. For example, according to 2010 census by Brazilian Institute of Geography and Statistics (IBGE) the total demand
for housing in Brazil is estimated at approximately 9297214 households (4).
Developing countries usually face grave housing deficits and the following hurdles against dwelling construction have been
typically pointed out: high interest rates, elevated social taxes, high informal labor indexes, and bureaucracy. Lack of loan
is an additional problem as banks may not be interested on funding or because governmental programs are scarce. As a result,
a considerable percentage of the population in developing countries still lives at sub-dwelling units.
The housebuilding industry is changing. Market forces are driving the industry to reconsider their approach to serving their
customers. Government agendas on Rethinking Construction, planning policy and building regulations are forcing the industry
to reconsider the way houses are built. These issues together with a construction skills shortage and a huge demand for new
houses mean that innovative construction types are being developed and used (5).
Thus, significant impacts on housing policy implementation and management must be observed to enable comprehensive exploration
of possible strategies that small companies in developing countries could adopt to benefit from the open construction market
(6). Part of the global strategy is to use regional and recyclable, renewable materials from agroindustrial waste for civil
construction (7, 8, 9).
Aiming at lowering costs of households, scientific attention has been given to durable non-conventional building materials
with similar features as those presented by construction materials traditionally used in civil engineering. Quest for such
surrogate materials can be two-fold interesting as (i) it may help to reduce dwelling deficits (particularly in developing countries) inasmuch as cheaper houses become economically
feasible and (ii) it can be environmentaly friendly as low-value wastes can be recycled or exploited. Accordingly, this review is particularly
interested in agroindustrial residues or by-products as prospective non-conventional construction materials, combining some
approachs such as the use of vegetable fibers as reinforcement, the use of nanotechnology, extrusion processing and functionally
graded materials.
2. VEGETABLE FIBERS AS NON-CONVENTIONAL REINFORCEMENTTOP
The purpose of the fiber reinforcement is to improve mechanical properties of a given cement based material, which would be
otherwise (if not reinforced) unsuitable for several practical applications (9). A major advantage concerning fiber reinforcement of a brittle material is the composite behavior after cracking. Post-cracking
toughness produced by low elasticity modulus fibers in the cement material may allow the large-scale construction use of such
composites (9). Reinforcement is distributed into the composite leading to the effective capacity of reinforcing and bridging cracks during
the bending or tensile tests.
The synthetic fibers, such as polypropylene (PP) and polivinil-alcohol (PVA), are alcali resistant and are commonly used as
main reinforcement in cement based composites. However, the production of synthetic fibers consumes a large amount of energy
and chemicals and petrochemicals raw material. For example, as propylene (raw material for polypropylene fibers) demand continues
to outpace ethylene demand, there is increasing interest and need to finding or developing alternative sources of propylene
without adversely affecting ethylene availability. Besides, the polypropylene fibers manufacture demands a great quantity
of energy, about 38 kJ/kg, as well as it produces effluents (process water, caustic steams), emissions (airbone polymer powder,
fumes containing carbon monoxide, formaldehyde and acrolein) and wastes (contaminated polymer scraps, spent catalysis) (10).
Within the context of sustainable economy and innovative construction, vegetable fibers, from wood and non-wood sources, are
widely available in most developing countries as suitable reinforcement materials for brittle matrix. Accounting for the mechanical
properties of the fibers as well as their broad variation range, one may develop building materials with suitable properties
by means of the adequate mix design (11, 12).
The concept of vegetable fiber reinforcement in cement-based materials was developed in 1970s, when vegetable fibers were
evaluated as substitutes of manufacture of fibers. Natural vegetable fibers (sisal, bamboo, fique, hemp, flax, jute and ramie,
for example) are used in regions where these materials are readily available. Motivations for their use include decreased
raw-materials costs and contribute to sustainability of the sector. As reported in Coutts (13), vegetable fibers contain cellulose (which is a natural polymer) as the main reinforcement of these materials. The chains
of cellulose form microfibrils, which are held together by hemicellulose and lignin in order to form fibrils. The later are
then assembled in various layers to build up the fiber structure. Fibers or cells are cemented together in the plant by lignin
(14). Vegetable lignocellulosic macrofibers present several interesting advantages, particularly their low real (1.3–1.5 g/cm3) and apparent density (0.4–1.5 g/cm3), high specific stiffness (1.1–80.0 GPa) and strength (0.1–3.0 GPa), biodegradability, their renewable character, their low
processing energy in the case of chopped natural fibers, and their availability everywhere at modest cost and in a variety
of morphologies and dimensions (15, 16, 17). The usual denomination for fibers is indeed a reference to strands with significant consequences on durability studies.
The use of cellulosic fibers as reinforcement in cement based composite materials has been studied to replace partially the
synthetic fibers, especially glass and polymeric fibers in construction materials (18, 19, 20). Nevertheless, significant losses in mechanical performance in the long term have been observed in vegetable fiber-cement
composites after natural or accelerated ageing (e.g. wet/dry cycling), due to the degradation mechanisms of cellulose fibers
in the cementitious environment (21, 22, 23).
Several efforts are made to enable new air cured hybrid composites reinforced with vegetable and synthetic fibers (24). Some of these strategies are described in the sections bellow, for example, the approach with the use of blended cement
as matrix, which aims to reduce the free alkalis within the matrix, by developing low alkaline binders based on industrial
and/or agricultural by-products (15, 25, 26, 27, 28). Other approachs described bellow are the use of cellulose nanofibrills or whiskers from vegetable fibers as nanoreinforcement
(29, 30, 31) and the use of carbonation curing (32).
2.1. Wood pulp fibersTOP
Wood pulp fibers are composed of three main chemical components: cellulose, hemicelluloses, and lignin and are generally classified
as hardwood and softwood. Both hardwood and softwood unitary cells are tubular structures and can be pulped. The chemistry
and fiber morphology of hardwood and softwood pulps are significantly different. The average length of hardwood and softwood
fibers is approximately 1 and 3 mm, respectively. The width of the fibers may vary between 10 and 50 μm and the wall thickness
between roughly 1 and 5 μm.
During the production of pulp fibers at paper industry, the pulping affects each component differently. For example, cellulose
pulps can be produced from residual crops wood species, by chemical pulping (e.g., kraft pulping) with alkaline liquors (e.g.,
sodium hydroxide reaction), fractions, organosolve pulping with organic solvents (e.g., ethanol) or strand fibers underwent
low-temperature chemi-thermo-mechanical pulping in line with as consequence modifies the chemical composition and reduce the
lignin and hemicellulose content (33, 34, 35).
These pulps have been evaluated as processing fibers in the Hastchek method of fabrication. The fiber-cement industry has
used mainly Eucalyptus and pinus pulps in the Hatschek process. Pulped fibers are also preferred for composites production
in laboratory scale using slurry vacuum de-watering technique, which is a laboratory-scale crude simulation of Hatschek process.
During the de-watering stage, pulp forms a net that retains cement grains. Advances were proposed with new methodology for
flocculant selection (36) or to evaluate the best refining degree (37, 38) in order to improve fiber bonding, processing and strength of the fiber–cement composites produced. Moreover, there are
particular aspects of the bleached and unbleached pulps that have been discussed in the litetature. Bleached (i.e. low-lignin)
pulp exhibited accelerated progression of fiber mineralization in cement matrix as compared to unbleached fibers (39).
The cellulosic pulp can also be considered as micro reinforcement in cement based matrices (26, 32). An interesting waste is the paper packaging used for binders (e.g., ordinary Portland cement). It is obtained from civil
construction waste, as recycled Portland cement kraft bags. The recycling of this paper-based residue is not trivial as it
is for other types of paper. It is a consequence of the residual content of cement (or powdered binder, in general) in the
bags what can be highly abrasive and, consequently, undesirable for there cycling processing. In many countries (e.g., Brazil)
the amount of Portland cement commercialized in kraft bags is significant and the destination of the used bags is considered
a key issue for the cement producers in these countries. Therefore, the approach of recycling any Portland cement packaging
is of interest as the reinforcement in fiber–cement and requires simple techniques for processing and consequent application
for the manufacturing of these composites (26).
2.2. Non-wood cellulose fibersTOP
Considerable research effort has gone into the study of fast growing, cheap agricultural crops and crop residues, especially
for those countries with limited forest resources. Non-wood fibers naturally occur abundantly in tropical and equatorial countries,
where they have been essentially targeted to cordage, textile, and some papermaking and automobilistic sectors. Their heterogeneity
and perishing allied to restricted market for their use have lead to intense generation of residues with high pollution potential.
For example, each ton of commercially used sisal fibers yields three tons of residual fibers, whose dumping has originated
environmental hazards close to the producing fields (40).
Non-wood pulps constitute abundant and low-cost raw materials in many developing countries. Savastano et al. (34) and Joaquim et al. (41) presented the attempt to produce viable fiber–cement materials using the Hatschek method and non-conventional pulps of sisal
(Agave sisalana) as reinforcement. In those studies (34, 41) the performance as reinforcement of the fibers obtained from commercial and by-product sisal (Agave sisalana) by thermomechanical pulping, chemi-thermomechanical pulping and organosolv processes were investigated.
Correia et al. (42, 43) produced bamboo cellulosic pulp by the organosolv process, evaluating different temperatures and reaction times, and the
pulps were analyzed aiming their future application for the reinforcement of composites. Bamboo presents advantages such as
rapid growth, short-term renewal and easily of spread that indicate it as a potential raw material for cellulosic pulp production.
Banana (Musa cavendishii) pseudo-stem strand fiber subjected to chemo-thermo-mechanical pulping and kraft methods were also studied as reinforcement
in fiber-cement. The researchers presented the results of an experimental study of resistance-curve behavior and fatigue crack
growth in cementitious matrices reinforced with eco-friendly natural fibers (44, 45).
Tonoli et al. (18) evaluated the effects of 14 years of weathering exposition in Cali, Colombia, on the microstructure and mineral composition
of cementitious roofing tiles, still in service, reinforced with fique fibers (Furcrae gender). The kinetics of vegetable (sisal) fiber degradation and the mechanisms responsible for deterioration of continuous
sisal fiber cement composites are presented in this paper (18).
Jarabo et al. (28) and Jarabo et al. (15) have studied the potential of both corn stalk (Zea mays L.) and industrial hemp core (Cannabis sativa L.) fibers as a renewable source of cellulose fibers in the production of fiber-cement. For each source of fibers, several
chemical cooking treatments were studied. The results indicated that both pulps can be used for the production of fiber-cement,
having the two types of pulp morphological similarities with the pine fibers currently used.
Amazonic fibers such as those originated from curauá plant and jacitara palm, also have been studied as reinforcement for
fiber-cement composites (46). Curauá (Ananas erectifloius) is recognized since pre-Columbian days for its valuable fibers. These fibers are some of the unique lignocellulosic fibers
of Brazil. D’Almeida et al. (47). produced cement based composites reinforced with 2, 4 and 6% of short curauá fibers. The results obtained were compared
with those found for cement composites reinforced with sisal fibers. The jacitara palm (Desmoncus polyacanthos Mart.) is also widely used by the artisans of the Amazon Basin region of Negro River, Brazil, and is known to provide excellent
fiber characteristics and appearance. However, there is still a lack of technical/scientific information about these important
amazonic fibers. For this reason, the researchers evaluated the main properties of jacitara fibers for their future technological
application as reinforcement in composites (46).
3. SURFACE MODIFICATION OF VEGETABLE FIBERSTOP
The reduction of fiber durability is caused mainly by the alkaline (pH around 12) environment of the cement matrix. Some progressive
degradation mechanisms may take place, such as the destruction of the macromolecular chains during the partial alkaline hydrolysis
of the cellulose, which causes their rupture and the consequent decrease of the degree of polymerization of the cellulose
chains. This degradation mechanism occurs by the easy movement of the pore water towards the surface of the fibers. Other
mechanism is the gradually filling of the inner cores of the vegetable fibers with the cement hydration products, leading
to the embrittlement of the fibers, and reducing their mechanical performance (23). These mechanisms could affect some important properties of the reinforced material, such as toughness mechanisms and other
mechanical properties of the fiber-cement. Furthermore, the strength of the composite decreases in the long-term. The severe
degradation of weather-exposed composites can also be attributed to interfacial damages owing to continuous volume changes
of the porous and hydrophilic cellulose fibers inside the cement matrix (48).
Mohr et al. (49). reported that the chemical composition of virgin cellulose pulps significantly affects the mechanisms of mineralization
of the fibers within cement-based composites. Lignins are amorphous, three dimensionally cross-linked polymers, which have
good solubility in the alkaline media. Lignin removal occurs mainly during pulping but a more complete extraction of lignin
is called bleaching. Bleaching also affects the chain length of cellulose and hemicelluloses as well as the bulk cell wall
structure and the surface (50). Mohr et al. (49) reported that lignin and wood extractives protect the fiber from mineralization phenomena. Thus, pulp bleaching makes the
cellulose chain more susceptible to degradation, which could lead to important consequences for the durability of the fibers
in the fiber-cement composite. Previous studies have reported the influence of the chemical nature and morphology of the cellulose
fiber surface on the water absorption (WA) and fiber to matrix interface (51, 52).
The possibility of new applications for the cellulosic fibers has stimulated the interest to modify their surfaces for specific
applications. In the majority of the cases, the fiber surface modification is an essential requisite to improve the interfacial
compatibility between fiber and matrix (improving adhesion) and thus yielding enhanced mechanical performance of the fiber-cement
(53). The optimal situation would be the protection of the cellulose fibers from water uptake, which can be achieved by less
hydrophilic surfaces (either natural or after an adequate treatment), and without losing the quality of the fiber bridging
that is responsible for the composite ductility.
Silane coating of fibers is a promising process for improving durability and adhesion of vegetable fibers used as reinforcement
material in a cementitious matrix. Preliminary studies on natural lignocelllulosic fiber reinforced composite setting time
show the importance of the silane chemistry/structure, for fiber treatments with silane solution containing up to 6% (by volume)
silane. In the case of composites reinforced with unpyrolyzed bagasse fibers, setting time increases with silane coating.
Combining pyrolysis and silane treatment improved the water resistance of the fibers, which become more hydrophobic (53, 54). Other studies were performed to investigate Eucalyptus kraft pulp fibers submitted to chemical treatment in order to reduce
their hydrophilic character (55, 56). The silanes employed were methacryloxypropyltri-methoxysilane (MPTS) and aminopropyltri-ethoxysilane (APTS), in a proportion
of 6% by mass of cellulose pulp. Composites were prepared by the slurry dewatering technique, using 5% by mass of (untreated
or treated) pulp in a matrix composed by 85% of OPC and 15% of limestone.
The effect of treating pulp fibers on their mineralization was analyzed using scanning electron microscope (SEM) and back-scattered
electron (BSE) image detector to view cut and polished surfaces. In composites with MPTS treated pulp fibers (Figure 1a and 1b), the fiber lumens are free from hydration products, while in composites with untreated and APTS treated (Figure 1c and 1d) pulp fibers, it was observed that the majority of fiber lumens were filled up with reprecipitated products from
cement hydration.
|
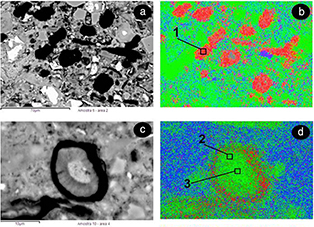 Figure 1. SEM BSE images (left) and atomic mapping (right) of C (red), Ca (green) and Si (blue) of the polished surfaces of composites
reinforced with: (a and b) MPTS-modified fibers and (c and d) APTS-modified fibers. Images obtained after 200 accelerated
ageing cycles. Spot 1 show the fiber lumen free from cement reprecipitation, and spots 2 and 3 show the cement reprecipitation
(rich in Ca) into the fiber lumen. Figure 1. SEM BSE images (left) and atomic mapping (right) of C (red), Ca (green) and Si (blue) of the polished surfaces of composites
reinforced with: (a and b) MPTS-modified fibers and (c and d) APTS-modified fibers. Images obtained after 200 accelerated
ageing cycles. Spot 1 show the fiber lumen free from cement reprecipitation, and spots 2 and 3 show the cement reprecipitation
(rich in Ca) into the fiber lumen.
|
|
Table 1 shows the effect of pulp treatment on the mechanical performance of composites. At 28-days of curing immersed in water, composites
with APTS silaned pulp presented significantly higher modulus of rupture (MOR) than composites with untreated pulp or MPTS
silaned pulp whereas toughness of the composites was not influenced by silane treatment. Similar results for composites reinforced
with silane-treated fibers were found in (9, 57).
Table 1. Average values and standard deviations for properties of composites: limit of proportionality (LOP), modulus of rupture (MOR), modulus of elasticity (MOE) and toughness (TE)
| Fiber treatment |
Condition |
LOP (MPa) |
MOR (MPa) |
MOE (GPa) |
TE (kJ/m2)
|
| Untreated |
28 days |
6.9±1.1 |
9.9±1.4 |
13.3±1.2 |
0.86±0.25 |
| MPTS |
|
6.5±1.0 |
10.7±1.3 |
16.3±1.7 |
0.83±0.46 |
| APTS |
|
7.8±1.3 |
12.1±1.4 |
16.3±2.5 |
0.82±0.29 |
| Untreated |
200 cycles |
6.3±0.9 |
7.5±0.5 |
17.7±1.1 |
0.13±0.07 |
| MPTS |
|
7.2±0.9 |
8.0±1.0 |
18.6±4.6 |
0.30±0.12 |
| APTS |
|
6.9±1.7 |
8.3±1.0 |
18.4±3.8 |
0.13±0.07 |
Average MOR values notably decreased after ageing cycles for composites with either treated or untreated fibers compared to
those after 28 days of cure. For accelerated ageing, specimens were successively immersed into water at 20±5 °C for 170 min
and, after an interval of 10 min, they were heated to the temperature of 60±5 °C for 170 min in a ventilated oven. Another
interval of 10 min at room temperature elapses before the subsequent cycle, as recommended by EN 494 Standard (1994) (58). A total of 200 cycles was executed in order to better identify the modification in the physical and mechanical behaviour
of the composites. MOR differences after ageing were not observed between composites with treated or untreated fibers. As
suggested in Table 1, the fact that MPTS-treated pulp did not present fibers filled up with products from cement hydration seems to influence
the higher toughness of the corresponding composites after 200 ageing cycles. Yet, for untreated and APTS-treated pulps, the
composite capacity to absorb energy was markedly decreased most likely due to reprecipitation of hydration products into fibers
permeable voids, with consequent composite embrittlement.
The effect of silane treatment on composites physical properties is presented in Table 2. Significant differences were not observed between composites with treated or untreated pulp at 28 days. However, after 200
ageing cycles, composites with APTS-treated pulp presented lower water absorption and apparent porosity in relation to composites
with untreated pulp and MPTS-treated pulp. Bulk density of composites with APTS-treated pulp was significantly higher after
200 ageing cycles. This behavior suggests that chemical treatment increased the interaction with cement, which influenced
physical properties of the composite. Lower porosity of composites reinforced with silaned carbon fibers was reported in (57). In such study, authors attributed this behavior to the hydrophilic character of the silane used, which improved fiber-matrix
bond. The fact that fibers are filled up with cement hydration products also explains the porosity decrease of the composites.
Table 2. Average values and standard deviations for physical properties of the composites: water absorption (WA), apparent void volume (AVV) and bulk density (BD)
| Fiber treatment |
Condition |
WA (%) |
AVV (%) |
BD (g/cm3)
|
| Untreated |
28 days |
16.4±0.9 |
29.0±1.0 |
1.77±0.04 |
| MPTS |
|
17.7±1.3 |
30.8±1.5 |
1.75±0.04 |
| APTS |
|
16.7±0.8 |
29.9±1.0 |
1.79±0.03 |
| Untreated |
200 cycles |
15.2±1.2 |
26.5±1.9 |
1.75±0.03 |
| MPTS |
|
16.2±1.7 |
27.9±2.4 |
1.72±0.08 |
| APTS |
|
13.5±0.5 |
24.6±0.7 |
1.83±0.03 |
4. THERMAL TREATMENT OF THE VEGETABLE FIBERSTOP
The durability of cementitious composites depends on the dimensional stability of the lignocellulic fiber in the cement matrix
(53). One strategy is the thermal treatment named as hornification process. The term hornification is used to describe structural
changes in cellulosic fibers caused by the removal of water or recycling of fibrous pulps (59). Originally it was expressed by the german word “verhornung”, the first translation into English as “cornification” and
later changed to “hornification” (60, 61). The process may be carried out by pressing and drying the pulp at room temperature or by forced drying in oven (62). The exact mechanisms and the effects of hornification are still under discussion, although some researchers show a decrease
in the ability to retain water of the cellulosic pulp (63).
The hornification refers to the irreversible decrease of the water retention capacity of the cellulosic fibers by the formation
of hydrogen bonds in the cellulose chains when subjected to cycles of drying and re-wetting. It doesn’t modify fiber strength
and length, but causes a reduction in cell wall thickness. It can be quantified by the percentage reduction in water retention
values (30, 63, 64, 65, 66).
The collapse of the fiber wall starts and has the most significant effect after the first drying cycle, and it continues working
after each cycle of drying and re-wetting. However, it stabilizes after two or three cycles (63, 66). Figure 2 shows the hornification stages. Stage (a) represents the wet kraft fiber before drying. In stage (b), the water drainage
starts to cause morphological changes in the fiber cell wall at about 30% of humidity content. The fiber wall lamellae start
to approach each other due to the capillary forces. During this stage, the fiber cavity (lumen) can collapse. With additional
drying, spaces between lamellae continue shrinking to the stage (c), whose most free voids in the lamellar structure of the
cell wall become closed. Toward the end of drying in the stage (d), the water removal occurs in the fine structure of the
fiber wall. Kraft fiber shrinks strongly and uniformly during this final phase of drying, i.e., at solid contents above 70–80%.
The shrinkage occurred in the stage (d) is considered irreversible (67).
|
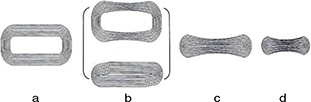 Figure 2. Hornification stages of the individualized cellulose fibers (67). Figure 2. Hornification stages of the individualized cellulose fibers (67).
|
|
During the process of hornification, the fibers suffer changes that are directly related to their structure. In the outer
cell wall occurs collapsing and hardening, which prevents the complete wetting of the fiber, which means reduction in the
water absorption capacity and swelling of the fiber (68, 69).
The loss of swelling capacity of the fibers is related to the closing of pores into the fiber wall that leads to a loss of
flexibility of the cellulose molecules (63, 66, 70). The reduction in water retention values of the cellulose fibers may have beneficial effects as the reduction of pre-debonding
in the interface fiber-matrix caused by morphological changes in the natural drying, providing improved adhesion between fiber
and matrix. These hornificated fibers exhibit greater dimensional stability and decrease in the formation of calcium hydroxide
into the lumen cavity of the fibers, resulting in a reduction of the cellulose degradation in the cement matrix (29) Different studies have been developed in this area to study the behavior of hornificated pulps as reinforcement of cementitious
matrices (29, 30). Claramunt et al. (30) used four types of chemical pulps from softwood with different percentages of lignin (unbleached, oxygen delignified, semi-bleached
and fully bleached) and compared with natural fibers from cotton linters. In that study, the samples were pretreated with
hornification and subsequently used in the manufacture of cementitious composites. Those results indicate that the treatment
of hornification reduced the water retention values and the swelling capacity of the fibers, thereby improving dimensional
stability and reducing the water gradient in the fiber-matrix interface and decreasing the alkaline attack from the cement
matrix.
According to the original concept, the hornification process is irreversible. However, Fengel and Wegener (71) and Minor (60) indicate that the hardening of the fibers can be reduced using methods that break hydrogen bonds or interfering in their
formation. One of these may be partial substitution by the hydroxyl groups of the cellulose by groups that do not form hydrogen
bonds with the fiber or between themselves. Other method is to subject the fibers to dry in the presence of additives that
provide volume to the cell wall (68).
Ferreira et al. (72). investigated the effect of sisal hornification on fiber-matrix bonding characteristics and bending behaviour of cement-based
composites. The fibers presented higher dimensional stability with hornification process. The fiber-matrix bonding was improved
and the pull-out resistance of the fibers submitted to ten cycles of wetting and drying was increased by about 40% to 50%.
This contributed to an increase in the ductility and post-cracking bevaviour of the composite.
The hornification process did not cause any significant change in the crystalline degree or in the surface of the pulps, but
there were morphological differences between untreated and treated pulps. The process of hornification of Eucalyptus pulps
consisted of 4 cycles of drying and rewetting, as follows: (1) drying the pulp in an oven with air circulation at 60 °C for
7 h; (2) rewetting by immersion in water at room temperature for 15 h; (3) disintegration of wet cellulose pulp in a disintegrator
(30000 rpm); (4) filtering the pulp suspension through a Buchner funnel equipped with a wire screen (150 mesh). At the end
of the process (after 4 cycles), the fibers were stored in sealed plastic bags until their subsequent use. Figure 3 shows noticeable morphological differences between treated and untreated unbleached Eucalyptus pulps. The untreated Eucalyptus
pulps present a smoother outer surface compared to the treated ones (Figure 3a).There is clearly a form resembling small flattened tubes (lumens) in the fiber surface i.e., a collapsed structure can
be observed in the hornificated pulps (Figures 3b and 3c). Consequently, the hornificated pulps have higher roughness at the surface. However, there is not significant difference
between the fiber width of the untreated and treated pulps.
|
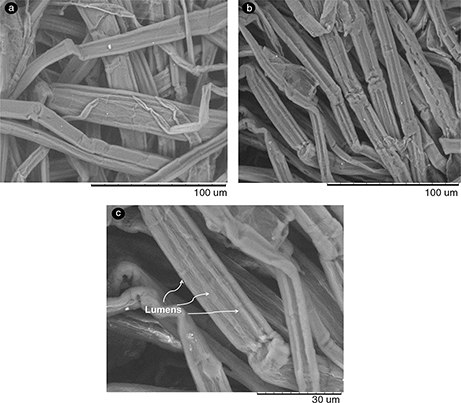 Figure 3. SEM images of Eucalyptus unbleached pulps: (a) untreated (reference); (b) hornificated; and (c) details of the effect of hornification. Figure 3. SEM images of Eucalyptus unbleached pulps: (a) untreated (reference); (b) hornificated; and (c) details of the effect of hornification.
|
|
Figure 4 shows SEM micrographs of the untreated bleached pulps (Figure 4a) and treated (Figures 4b and 4c). The hornificated Eucalyptus bleached pulps presented the same morphological change (collapsed walls), but with lower intensity than hornificated unbleached pulps. This difference can be explained by the fact that Eucalyptus bleached pulps have been already subjected to drying process (one cycle) during manufacture. Therefore, as hornification refers to the irreversible loss of water retention capacity of the fibers due to the formation of hydrogen bonds in cellulose, then bleached pulps present better dimensional stability.
|
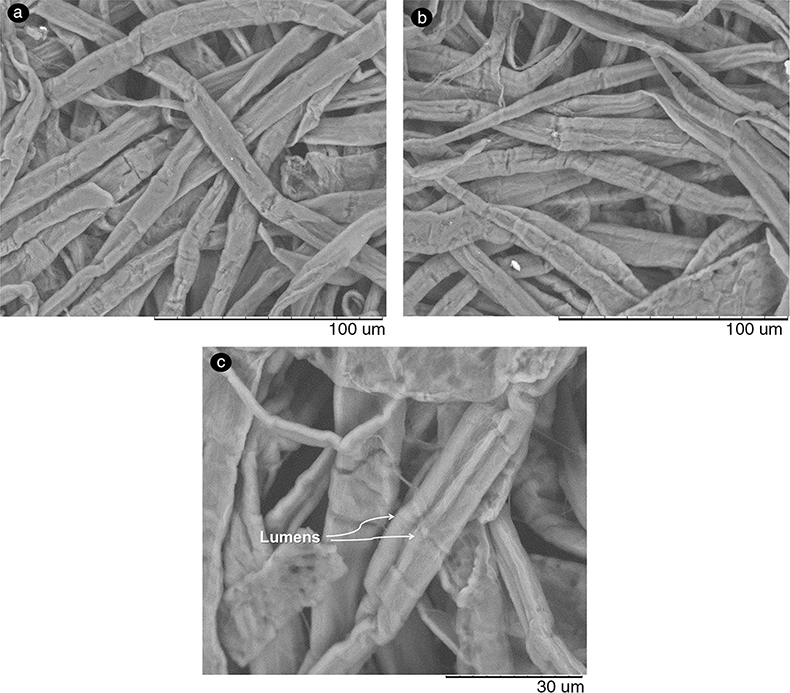 Figure 4. SEM images of Eucalyptus bleached pulps: (a) untreated (reference); (b) hornificated; and (c) details of the effect of hornification. Figure 4. SEM images of Eucalyptus bleached pulps: (a) untreated (reference); (b) hornificated; and (c) details of the effect of hornification.
|
|
The cellulose crystallinity of the pulps was determined based on the diffracted intensity of Cu radiation (1.54056 Å, 40 kV,
and 40 mA) using an Analytical X-Ray (AXS) Systems Siemens D5005 diffractometer. The samples were scanned at 2θ values ranging
from 5 to 45°. Crystallinity index (CI) was calculated using the following empirical equation [1] (73):

where ICr is the average intensity of the crystalline region in the 2θ range of 22.56° to 22.65° for cellulose I and in that of 21.66°
to 21.75° for cellulose II and IAm represents the average intensity of the amorphous region at the 2θ range of 18.96° to 19.05° for cellulose I and at that
of 15.96° to 16.05° for cellulose II (74). Indeed, the crystallinity of the cellulose is responsible by mechanical properties of fibers, such as the Young’s modulus.
Figure 5 shows the X-ray diffraction patterns of the unbleached and bleached pulp samples, before and after hornifaction process,
with distinct peaks at approximately diffraction angle (2θ): 16.6°, 22.6° and 34.5°, indicating that their crystal structures
consisted of celluloses I and II. Table 3 shows the estimaded crystalline index of the unbleached and bleached Eucalyptus pulps, before and after the hornification
process. There is not significant difference between them, indicating that the process of hornification has not changed the
crystallinity index of the pulps.
|
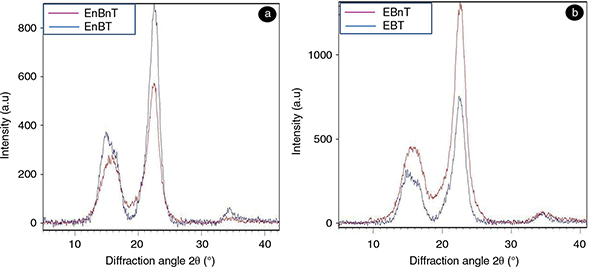 Figure 5. X-ray diffraction patterns of Eucalyptus pulps: (a) unbleached pulp before (EnBnT) and after (EnBT) the hornification process;
and (b) bleached pulp before (EBnT) and after (EBT) the hornification process. Figure 5. X-ray diffraction patterns of Eucalyptus pulps: (a) unbleached pulp before (EnBnT) and after (EnBT) the hornification process;
and (b) bleached pulp before (EBnT) and after (EBT) the hornification process.
|
|
Table 3. Crystallinity index (CI) of the unbleached and bleached Eucalyptus pulps before (0 cycles) and after (4 cycles) the
hornification process
| Type of pulp |
CI (%) [0 cycles] |
CI (%) [4 cycles] |
| Unbleached |
65.4 |
65.2 |
| Bleached |
65.7 |
66.8 |
5. IMPROVING FIBER-TO-CEMENT INTERFACE BY MECHANICAL TREATMENTSTOP
One possible treatment to enhance mechanical performance of composites reinforced with cellulose pulp is the refining process,
which is carried out in the presence of water, usually by passing the suspension of pulp fibers through a disc refiner composed
by a relatively narrow gap between rotor and stator (75, 76). Cellulose fibers are intrinsically strong and refinement improves their ability to be processed, which is necessary if
the composite is manufactured using Hatschek production method (77). The main effect of refinement in cellulose fiber structure as a result of mechanical treatment is the fibrillation of fibers
surface (78). Figure 6 shows what happens in the fiber cell wall with refining. The micro/nanofibrils were more exposed in the refined pulp (Figure 6b) than microfibrils in unrefined fiber (Figure 6a). This is a consequence of the mechanical treatment promoted in the fiber surface during refining. The refining energy is
sufficient to partially rupture the bonds between microfibrils, leading to a more fibrillated surface. In fiber–cement composites,
the higher the fibrillar surface of fibers, the higher their capacity to bond with cement matrix (37). These fibrillated and short fibers are responsible for the formation of a net inside the composite mixture with the consequent
retention of cement matrix particles during the de-watering stage of manufacturing process. Better fiber-matrix interface
adhesion and mechanical performance can be achieved by increasing the specific surface area of the fiber, by reducing the
fiber diameter and promoting a rough surface with better mechanical anchorage in the matrix (77).
|
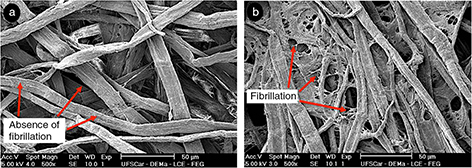 Figure 6. Typical scanning electron micrographs of (a) unrefined (CSF 600 mL) and (b) refined (CSF 130 mL) Eucalyptus bleached fibers. Figure 6. Typical scanning electron micrographs of (a) unrefined (CSF 600 mL) and (b) refined (CSF 130 mL) Eucalyptus bleached fibers.
|
|
The poor adhesion of unrefined sisal pulp fibers was observed by Tonoli et al. (18) with void sizes up to 3 μm at the interface between fiber and the cement matrix. In composites with refined pulp fibers,
external layers were partially pulled out from cell wall after refining and these external layers improved the fiber anchorage
into the cementitious matrix. In the fiber-cement material reinforced with refined pulp the bond between fibers and cement
seems to be stronger than the fiber-cement reinforced with unrefined fibers, as asserted in (39). The large superficial contact performed by refined cellulose pulp has enhanced the mechanical performance and has improved
the load transfer from matrix to fibers (79). The effects of Eucalyptus pulp refining on the performance and durability of fiber-cement composites was reported in Tonoli
et al. (56). Figure 7 shows the improved fiber to matrix interface in the composites reinforced with refined fibers (spots 2 in Figure 7b) in relation to composites with unrefined fibers (spots 1 in Figure 7a).
|
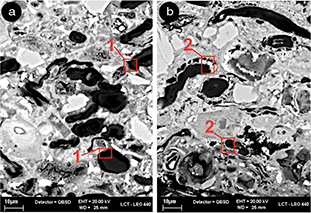 Figure 7. Typical back-scattered electron images of cut and polished cross-section surfaces of composites after 200 ageing cycles reinforced
with (a) refined (CSF 250 mL) and (b) unrefined (CSF 665 mL) Eucalyptus pulp; Spot 1 show the voids around de fibers, while
spot 2 show the improved fiber–matrix interface. Figure 7. Typical back-scattered electron images of cut and polished cross-section surfaces of composites after 200 ageing cycles reinforced
with (a) refined (CSF 250 mL) and (b) unrefined (CSF 665 mL) Eucalyptus pulp; Spot 1 show the voids around de fibers, while
spot 2 show the improved fiber–matrix interface.
|
|
The surface structure of vegetable pulp fibers may vary due to their natural source or due to the pulping process. Roughness
of unrefined and unbleached Eucalyptus and Pinus pulps were evaluated via atomic force microscopy (AFM) (51). The surface of Eucalyptus fibers presented some fibrillar structure in most samples. Typical surface structure of Pinus
fibers was granular possibly related to the amorphous non-carbohydrates (lignin and extracts) present in the fiber surface.
Fibrillar surface structures of the Eucalyptus fibers suggest the higher potential of these fibers to anchorage in the cement
matrix.
The characteristics of the bond between the vegetable macrofiber reinforcement in cement based materials still remain relatively
unexplored. Silva et al. (80) studied the effect of fiber shape and morphology on interfacial bond and cracking behaviors of sisal fiber cement based
composites. An experimental investigation was performed to understand the pull-out behavior of sisal fibers from the cement
matrix. Besides, the effect of curing age and fiber embedment length on the fiber–matrix interface was investigated. It was
found that the sisal fiber morphology plays an important role in the bond strength. Average adhesional bond strength as high
as 0.92 MPa were reported for the fiber shape that promoted the best interfacial performance. Thus, the importance of the
bond is becoming fully recognized and the development of standard pull-out test procedures and, later, standardisation of
equipment suitable for testing particular vegetable fibers should be considered.
6. NATURAL POZZOLANS AS MINERAL ADDITIONTOP
Since 1970, global annual production of Portland cement increased 271%. Portland cement is produced in nearly all countries
in the world. Cement consumption is closely related to construction activity and to general economic activity. In 2004, developed
countries produced 570 Mt (27% of world production) and developing countries 1560 Mt (73%). China has almost half the world’s
cement capacity, manufacturing around 1000 Mt in 2005 (47% of global production), followed by India with 130 Mt in 2005 (USGS,
2006) (81).
The production of clinker, the principal component of cement, emits CO2 from the calcination of limestone and is also highly energy-intensive. The major energy consumptions are fuel for the production
of clinker and electricity for grinding raw materials and the finished cement. Coal dominates in clinker making. Based on
average emission intensities, total emissions in 2003 were estimated at 1587 Mt of CO2 (432 MtC) to 1697 Mt of CO2 (462 MtC), or about 5% of global CO2 emissions, half from process emissions and half from direct energy use (81). This situation does not change, according to the Fifth Assessment Report Climate Change 2013. Annual CO2 emissions from fossil fuel combustion and cement production were 8.3 GtC[‡] yr–1 averaged over 2002–2011 and were 9.5 GtC yr–1 in 2011, 54% above the 1990 level. Annual net CO2 emissions from anthropogenic land use change were 0.9 GtC yr–1 on average during 2002 to 2011 (medium confidence) (82). From 1750 to 2011, CO2 emissions from fossil fuel combustion and cement production have released 365 (335 to 395) GtC to the atmosphere, while deforestation
and other land use change are estimated to have released 180 (100 to 260) GtC. Therefore, the cumulative anthropogenic emissions
are equivalent to about 545 (460 to 630) GtC (82).
Shi et al. (83). discussed the environmental issues surrounding binders used in construction as a whole, and, especially, to provide a certain
amount of elementary information on alkaline activation technology and alkaline cements. In particular, they stressed that
such technology may shortly reach a stage of development in which it will serve as a link in the necessary transition from
ordinary Portland cement to the blended cements in the future.
Natural pozzolans possess by themselves little or no cementing value. However, some industrial by-products and wastes are
attracting much research attention because of their high silica and/or alumina content for the use as mineral addition and
as partial replacement in the commercial Portland cements. The term pozzolan has been extended to cover all siliceous/aluminous
materials, which in finely divided form and in the presence of water, will chemically react with calcium hydroxide (CH) to
form compounds with cementitious properties. Blended Portland cement production from the combustion of silicon-rich plant
residues such as sugar cane bagasse ash, rice husk ash are reported elsewhere (25, 84, 85, 86, 87, 88, 89, 90, 91). The use of regional agro-industrial residues is a constructive way to save energy in transport and for a more simplified
logistics to attend the global civil construction market.
Blended Portland cement involves two or more stages. In the first stage, the organic residues are burned to produce ash having
reactive silica. In the second stage, the ash produced is blended with Portland cement. The pozzolanic reaction between amorphous
silica and calcium hydroxide must be optimised to produce blended Portland cement with good mechanical and physical properties.
It is optimized when an amorphous (non-crystalline) silica is obtained with high surface area (particle size less than 45
μm) is combined in the appropriate proportion with Al2O3 and Fe2O3 (at least 70% by weight) (25, 90, 92).
Cordeiro et al. suggested that the sugar cane bagasse ash presents physico-chemical properties appropriate for its use as
mineral addition and its reactivity was mainly dependent on particle size and specific surface area (87) Jacobsen et al. (90) concluded that pozzolan reaction has promoted changes to the C-S-H structure so that it can interact more strongly with
water molecules than a common C-S-H structure of an OPC paste.
Additionaly, the use of natural pozzolans as cement addition can reduce the alkaline media that weakens the vegetable fibers,
diminishing the mineralization phenomena discussed in the previous sections and elsewhere (93, 94) associated to the loss of composite tenacity at long-term.
Pereira et al. (25) showed that the mechanical performance evaluated by bending test after 28 days reached the modulus of rupture of 15.7 MPa
after the accelerate aging, for the composites reinforced with the green coconut fiber and with high levels of Portland cement
replacement by rice husk ash. This result demonstrates that the use of green coconut fiber can be very promising for the reinforcement
of the binary cement based matrix. Thermogravimetry allowed identifying the larger portlandite consumption in the rice husk
ash formulations. The obtained results show that highly reactive rice husk ash presents suitable characteristics for their
use as pozzolanic material in Portland cement products, with very high portlandite consumption, finding approximately 93%
of portlandite fixation at 28 days when the replacement of ordinaryPortland cement by rice husk ash was 50% by mass.
7. ACCELERATED CARBONATION OF THE COMPOSITESTOP
Carbonation can be described as the diffusion of CO2 from the atmosphere through unsaturated pores of the cementitious matrix. The CO2 is dissolved in the aqueous phase in the pores and transformed into carbonic acid (H2CO3), which is dissociated in ions HCO3− and CO3−. Additionally, the calcium hydroxide [Ca(OH)2] is dissolved in Ca2+ and OH− ions, resulting in the precipitation of calcium carbonate (CaCO3). The advantage of accelerated carbonation in the early stages of hydration under controlled conditions was investigated
in previous works (95, 96). Accelerated carbonation curing has been studied to mitigate the cellulose fiber degradation in the cementitious composites,
and for the maintenance of their mechanical performance under aggressive conditions as reported by the literature (32, 96). Tonoli et al. (18) indicated the utilization of accelerated carbonation as an effective procedure to mitigate the degradation suffered by the
cellulose fibers in the less aggressive medium. They evaluated the effects of accelerated carbonation on mechanical and physical
characteristics of cementitious roofing tiles reinforced with vegetable fiber. The maximum load and toughness of the tiles
have increased approximately 25% and 80% respectively as a consequence of the accelerated carbonation. Water absorption and
apparent porosity decreased with carbonation while bulk density increased as a clear indication of the densification of the
composite. The improvement on the mechanical performance suggests that the fibers retained their tensile strength in the inorganic
matrix. Results of specimens extracted from the tested tiles after approximately 480 days in laboratory environment and further
aged indicate that soak and dry cycles promoted some leaching of hydration products and increased porosity and lower density
when performed before carbonation.
Almeida et al. evaluted the effects of accelerated carbonation in the early stages of hydration (32). Accelerated carbonation was applied after 2 days of controlled curing, which was investigated aiming to find a durable
composite with vegetable pulp as an exclusive reinforcement. The effect of carbonation curing on the mechanical, physical,
and microstructural properties of composites at 28 days of age, after 200 and 400 accelerated aging cycles and one year of
natural weathering was evaluated. The interaction of the reduction in Ca(OH)2 content, the increase in CaCO3 content, the lower porosity, the higher density and the good fiber–matrix adhesion, according to researchers can explain
the better mechanical performance after the aging conditions.
Santos et al. (97) investigated the effects of the supercritical carbonation, after pre-curing of three days, on extruded fiber-cement reinforced
with bleached Eucalyptus pulp and residual sisal fibers. The supercritical carbonation curing in the initial age led to lower
water absorption in the composites and, consequently, to higher bulk density, which improved the microstructure by sealing
the opened pores with calcium carbonate in the vicinities of the vegetable fibers. After 200 accelerated ageing cycles (soak
and dry), the average values of energy of fracture of the carbonated and non-carbonated composites decrease approximately
28% and 56% respectively. The possibility of using carbon dioxide for accelerating the hardening and stabilization of products
made from Portland cement is attractive. Moreover, Shao and collaborators (98) suggested the possibility of using an energy efficient carbon dioxide curing to replace autoclaving in cellulose fiber reinforced
cement composites production. Consequently, according to these researchers, carbonation curing can save considerable amount
of energy.
8. APPLICATIONS OF NANOSCIENCE AND PRINCIPLES OF FUNCTIONALLY GRADED MATERIALSTOP
Cementitious materials exist for over 2000 years. Historically, it has been assessed the physical and mechanical properties
of these materials majoritarily at macroscale, despite its undeniable importance, ubiquity and low technology, due to its
complex nature. The prospect of applying nanotechnology to improve many cementitious materials is a reality. Cement-based
composites naturally possess a complex nanostructure due to hydration process. For example, calcium silicate hydrates that
are the main product of the hydration of Portland cement and primarily responsible for the strength in cement-based materials
is an excellent phase for the manipulation and control of its properties through nanotechnology. Fundamentally, the hydrated
cement paste is a nanomaterial. The structure of calcium silicate hydrate is very similar to clay, formed by thin layers of
solids separated by gel pores filled with interlayer and adsorbed water. Besides, the incorporation of nanoparticles or nanofibers
allows refining the structure of materials by means of increased contact surfaces and reactivity. This approach opens up great
prospects regarding the manufacture of synthetic materials with special properties (99, 100, 101, 102, 103).
Initial efforts to explore nanotechnology and/or nanoscience in the development of the construction industry have focused
on understanding nanoscale phenomena and improving the performance of commercial materials and products. In this scenario,
there is a tendency to use nanoscience for characterization and to increase the strength and durability of cementitious composites
using nanofibers and nanoparticles. The nanofibers act as reinforcements in nanoscale dimensions. This approach makes possible
the manufacture of more resistant cement products, preventing the formation and propagation of micro or nanocracks (100, 104).
Nanotechnology and nanoscience also enables the application of the concept of functionally graded materials (FGM). The term
FGM is used to designate materials in the composition and/or structure of constituent phases that vary physical, chemical
and mechanical properties gradually and locally within the material itself. Some natural materials present property gradients
as the result of an evolutionary process when adapting to environmental conditions (105, 106). FGM is a class of materials whose properties change over the volume aiming to obtain a desired performance. In other words,
the material properties are engineered to change locally in a controlled way to meet the actual need. Normally, a functionally-graded
material system in cement based composites has been developed with a spatially tailored fiber distribution (107). Therefore, they are intrinsically more efficient.
However, the nanoparticles have attracted the interest in FGM components of the civil engineering due to the special property
such as high surface to volume ratios. The characteristic behaviour of nanoparticles and their reactive mechanism, with complex
materials like Portland cement, have to be studied in detail in order to utilize the full effect of nanomaterials for improvement
of the performance of the construction materials (108). Figure 8 illustrates the relationship between specific surface area and particle size of some raw materials that can be used in fiber-cement.
|
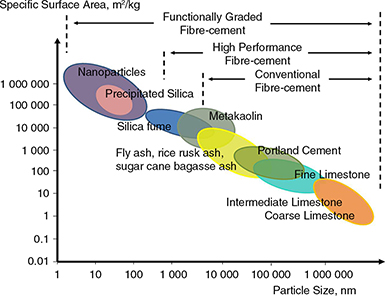 Figure 8. Specific surface area vs. particle size of raw materials used in fiber-cement production (Based on (109)). Figure 8. Specific surface area vs. particle size of raw materials used in fiber-cement production (Based on (109)).
|
|
Besides, nano/micro-scale reinforcement systems comprising nano and microscale fibers have been found to be particularly effective
in cement composite. Introduction of fibers and more recently nanomaterials offer effective means of enhancing the toughness
(110). Development of nanocomposites based on nanocellulosic materials is a rather new but rapidly evolving research area. Cellulose
is abundant in nature, biodegradable and relatively cheap, and is a promising source of nanoscale reinforcement material for
cement-based composites.
Cellulose nanocrystals (also reported in the literature as cellulose whiskers), nanofibers, cellulose crystallites or crystals,
are the crystalline domains of cellulosic fibers, and can be isolated by several methods (111). Figure 9 describes some of these methods. Method 1 uses an aggressive acid (normaly sulphuric acid) and applies sonication to break
down fibril aggregates to cellulose rods, i.e., whiskers, which form a weak physical network by hydrogen bonds. In the method
2, microfibrillated cellulose is prepared by mechanical disintegration (refining for example) with application of high shear
forces which leads to highly entangled and inherently connected fibrils and fibril aggregates and mechanically strong networks.
In the method 3 an additional enzymatic hydrolysis is incorporated which yields a mixture of dominantly cellulose I fibrils
(about 5 nm thickness) and fibril aggregates (about 10–20 nm thickness) (112). Various definitions have been given to the fibrillated materials, e.g. nanofibrillated cellulose, nanofibers, nanofibrils,
microfibrils and nanocellulose (113). Figure 10 depict the morphology of cellulose nanocrystals (whiskers obtained by acid hydrolysis) and nanofibrils (obtained by mechanical
refining) from Eucalyptus pulp.
|
 Figure 9. Methods to preparation of cellulose nanofibers (Adapted from (112)). Figure 9. Methods to preparation of cellulose nanofibers (Adapted from (112)).
|
|
|
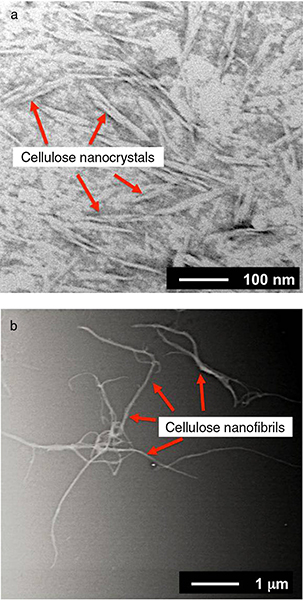 Figure 10. Typical scanning transmission electron microscopy (STEM) images of nanofibers obtained from Eucalyptus pulp: a) cellulose
nanocrystals (whiskers obtained after 60 min hydrolysis); and (b) cellulose nanofibrils pulled out after pulp refining. Figure 10. Typical scanning transmission electron microscopy (STEM) images of nanofibers obtained from Eucalyptus pulp: a) cellulose
nanocrystals (whiskers obtained after 60 min hydrolysis); and (b) cellulose nanofibrils pulled out after pulp refining.
|
|
Although wood cellulose fibers have constituted the main source for microfibrillated cellulose production, the utilisation
of non-wood pulp fibers, agricultural crops and vegetable by-products have also been explored as natural source. Figure 11 shows microfibrils from residual sisal (Agave sisalana) fibers.
|
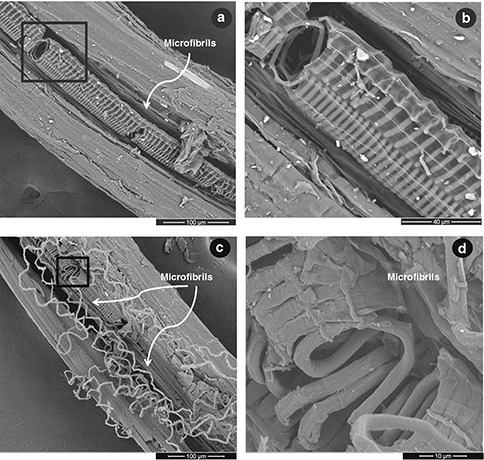 Figure 11. SEM micrographs of microfibrils from residual sisal (Agave sisalana) fibers: (a) network of microfibrils covering the outer wall layer; (b) details showing the microfibrils network; (c) fractured
surface area exposing the microfibrils; and (d) details showing the microfibrils. Figure 11. SEM micrographs of microfibrils from residual sisal (Agave sisalana) fibers: (a) network of microfibrils covering the outer wall layer; (b) details showing the microfibrils network; (c) fractured
surface area exposing the microfibrils; and (d) details showing the microfibrils.
|
|
Hoyos et al. (31) evaluated the influence of interactions between cellulose microcrystalline particles (MCC) and cement hydration products
on rheology, hydration kinetics, microstructure and mechanical properties of the cement based products. Some results showed
that interactions between MCC, cement particles, hydration products and water, decreased the workability and delayed the hydration
reaction. However, the results from thermogravimetric analysis showed that, both accelerated curing and with 0 wt.% and 3
wt.% MCC addition increased the hydration degree of cement materials because of increases in temperature during the curing
process and because of MCC releases its water content, contributing to hydration process.
Thus, the potential of nanotechnology and FGM concept in fiber-cement must be further explored, seeking for new processing
techniques, modeling and design overlooking the high mechanical performance and durability. The gradual concentration of fiber
within the cross section of a corrugated fiber-cement sheet, as showed in Figure 12a, is a strategic way of reducing the average fiber content without reducing the mechanical strength under bending solicitations
and at the same time can reduce the manufacturing costs. Figure 12b shows a theoretical example of the potential benefit resulting from gradation of physical and chemical properties. Composition
of the matrix designed to be highly resistant to environmental degradation can be applied only on the side exposed to weathering
(105).
|
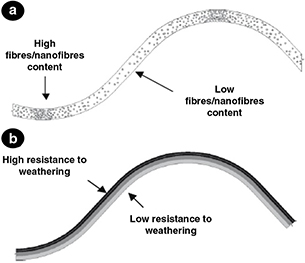 Figure 12. Scheme showing: (a) heterogeneous fiber/nanofiber content distribution in a transversal section of a fiber-cement corrugated
sheet; and (b) heterogeneous composition distribution of matrix in a fiber-cement corrugated sheet. (Adapted from (105)). Figure 12. Scheme showing: (a) heterogeneous fiber/nanofiber content distribution in a transversal section of a fiber-cement corrugated
sheet; and (b) heterogeneous composition distribution of matrix in a fiber-cement corrugated sheet. (Adapted from (105)).
|
|
9. EXTRUSION PROCESSTOP
The manufacture of the fiber-cement products on industrial scale is usually carried out mainly by the Hatschek process, although
this process has high investment cost for the implementation of a plant line. Extrusion process is presented itself as an
excellent alternative to Hatschek process in the manufacture of fiber-cement composites. It is an efficient method in the
following aspects: low energy consumption, varied geometry of products and lower cost of investiment for a new plant, the
use of simpler machines for continuous production, the possibility of partial alignment of fibers (which makes it advantageous
for certain products), and the possibility of using low water/cement ratio, which promotes greater compaction of the composite
generated, and consequently greater resistance against fatigue situations generated in natural aging (114, 115, 116, 117, 118, 119, 120).
The extruders used in the ceramic industry are adaptable to the extrusion process of cement materials, therefore assumed that
the investment amounts for the implementation of a production line of extruded cement are close to a line of ceramic materials
with similar production capacity (121). According to Kuder et al. (122), despite the great potential of extrusion technology, it has not been widely adopted by the fiber-cement industry. Some
reasons are the lack of information about the appropriate rheology of the extrudable mixtures and the high cost of rheological
modifiers. In this context, the definition of methods for evaluating rheological formulations is essential to the feasibility
of the extrusion of fiber-cement composites.
The extrusion of fiber-cement can also be associated with the concept of functionally graded materials described in the previous
seccion. Namely, when the material composition and/or structure of the constituent phases gradually varies locally within
the material itself resulting in a corresponding variation of properties. Dias et al. (106) studied functionally graded fiber-cements (FGM) and applied techniques of mixing and extrusion processing. Shen et al. (107) used processing techniques of extrusion and pressing to successfully fabricate a functionally graded material system with
a four-layered spatially tailored fiber distribution.
10. CONCLUDING REMARKSTOP
Non-conventional building materials have been extensively investigated as an alternative option for cost-effective housing
in developing countries. The present review addressed and discussed some strategies to enable the vegetable fibers as reinforcement
in cement based composites that are likely to provide a suitable as well as a more sustainable solution for construction.
Based on discussions in the present review, the following conclusions can be made:
| • |
The possibility of new applications for the cellulosic fibers has stimulated the interest to modify their surfaces for specific
ends. Silane coating of fibers is a promising process for improving durability and adhesion of vegetable fibers used as reinforcement
material in cement-based composites. Preliminary studies on vegetable lignocelllulosic fiber reinforced composite show the
importance of the silane chemistry/structure. |
| • |
The fibers presented higher dimensional stability with hornification process. It was observed that the hornification process
did not cause any significant change in the degree of crystallinity or in the surface of the Eucalyptus pulps.
|
| • |
Characteristics of the fibers, such as fibrillation and chemistry of their surface lead to important changes in the fiber
to cement bond in vegetable fiber reinforced cement materials. Fibrilation and hydrophilicity of the fiber surface improves
the fiber to cement adherence. The development of standard pull-out test procedures and standardisation of equipments suitable
for testing particular vegetable fibers should be considered and better explored.
|
| • |
The use of regional agro-industrial residues and natural pozzolans is a constructive way to economize energy in transport
and for a more simplified logistics to attend the global civil construction market. These mineral additions have a perspective
to partially replace the cement Portland, as its production creates environmental pollution due to the release of CO2 into the atmosphere, and to mitigate the degradation of vegetable fibers in the blended cement matrix.
|
| • |
The possibility of using carbon dioxide for accelerating the hardening and stabilization of products made from Portland cement
is attractive. The accelerated carbonation curing has been studied to mitigate the cellulose fiber degradation in the cementitious
composites and for the maintenance of their mechanical performance under weathering.
|
| • |
Initial efforts to explore nanotechnology and/or nanoscience in the development of the construction industry have focused
on understanding the nanoscale phenomena and improving the performance of commercial materials and products. The use of nanoreinforcements
and functional nanostructures has been explored in the literature. Nanotechnology and nanoscience also enables the application
of the concept of functionally graded composites.
|
| • |
Extrusion process may be an efficient method for manufacturing of fiber-cement composites due to the following aspects: low
energy consumption, varied geometry of products, lower cost of investiment for a new plant, the use of simpler machines for
continuous production, the possibility of partial alignment of fibers, and possibility of using low water/cement ratio, which
permits a greater compaction of the composite generated, and consequently improved durability.
|
The present work contributes to the widespread use of the vegetable fibers as a source of raw material that may be used to
engineered composites and new materials for multipurpose applications in the near future, using new concepts and technologies.
ACKNOWLEDGMENTSTOP
The authors acknowledge the Brazilian financial support from the São Paulo Research Foundation (FAPESP, Grants n°s: 2009/10614-0,
2009/17293-5; 2010/16524-0), the National Council for Scientific and Technological Development (CNPq, Grants n°s: 472133/2009-8,
305792/2009-1 and 303061/2009-0), and the Minas Gerais Research Foundation (FAPEMIG). We would also like to extend special
thanks to the Brazilian companies Fibria Celulose S.A., Suzano Papel e Celulose S.A., Infibra Ltda and Imbralit Ltda.
FootnotesTop
[‡] |
1 Gigatonne of carbon = 1 GtC = 1015 grams of carbon = 1 Petagram of carbon = 1 PgC. This corresponds to 3.67 GtCO2 |
REFERENCESTOP
| 1. |
Nyakairu, J.; Kuria S.; Mbogori, S. (2013) Annual Reports 2012. United Nations Human Settlement Programme (UN-HABITAT).
|
| 2. |
Acioly Jr., C.; Horwood, C. (2011) A Practical Guide for Conducting: Housing Profiles - Supporting evidence-based housing
policy and reform. United Nations Human Settlements Programme (UN-HABITAT).
|
| 3. |
Mutizwa-Mangiza, N.D.; Arimah, B.C.; Jensen I.; Yemeru, E.A.; Kinyanjui M.K. (2011) Cities and Climate Change: Global Report
on Human Settlements by Earthscan Ltd. United Nations Human Settlements Programme (UN-Habitat).
|
| 4. |
Braz, E.C.A.; Kilson, A.R.S.; Speggiorin, E.; Amadeo, S.; Sobral, V.L.A.T.; Alves J.E.D.; Cavenaghi, S. (2011) Demanda habitacional no Brasil. Caixa Econômica Federal–Brasília.
|
| 5. |
Ross K. (2002) Non-traditional housing in the UK–A brief review Published by The Council of Mortgage Lenders and the Building
Research Establishment.
|
| 6. |
Ngowi, A.B.; Pienaar, E.; Talukhaba, A.; Mbachu, J. (2005) The globalisation of the construction industry—a review. Building and Environment 40, 135–141. http://dx.doi.org/10.1016/j.buildenv.2004.05.008.
|
| 7. |
Ramis, J.; Del Rey, R.; Alba, J.; Godinho, L.; Carbajo, J. (2014) A model for acoustic absorbent materials derived from coconut
fiber. Mater. Construcc. 64 [313], 1–7. http://dx.doi.org/10.3989/mc.2014.00513.
|
| 8. |
Garcia-Santos, A. (2004) Constructive applications of composite gypsum reinforced with Typha Latifolia fibres. Mater. Construcc. 54 [273], 1–7. http://dx.doi.org/10.3989/mc.2004.v54.i273.224.
|
| 9. |
Agopyan, V.; Savastano Jr., H.; John, V.M.; Cincotto, M.A. (2005) Developments on vegetable fibre–cement based materials in
São Paulo, Brazil: an overview. Cem. Concr. Comp. 27, 527–536. http://dx.doi.org/10.1016/j.cemconcomp.2004.09.004.
|
| 10. |
Nexant: (2000) United State Production of Propylene and Its Major Derivatives - Energy and Environmental Profile of the U.S.
Chemical Industry, Chapter 3, 22.
|
| 11. |
Agopyan, V.; Cincotto, M.A.; Derolle, A. (1989) Durability of vegetable fibre reinforced materials In: Proceedings of the
11th CIB Triennial Congress - CIB-89; CIB: Paris, France, Theme II [I], 353–361.
|
| 12. |
Agopyan, V.; John, V.M. (1989) Building panels made with natural fibre reinforced alternative cements In: Fibre reinforced
cements and concretes: recent developments; Swamy, R.N.; Barr, B.; Eds.; Elsevier: London, UK, 296–305.
|
| 13. |
Coutts, R.S.P. (1992) From forest to factory to fabrication In: Proceedings of the 4th International Symposium Fibre Reinforced Cement and Concrete; Swamy, R.N.; Ed.; E&FN Spon: London, UK, 31–47.
|
| 14. |
Gram, H.E. (1983) Durability of natural fibres in concrete. Swedish Cement and Concrete Research Institute: Stockholm, Sweden,
1st ed., 83.
|
| 15. |
Jarabo, R.; Monte M.C.; Blanco A.; Negro C.; Tijero J. (2012) Characterisation of agricultural residues used as a source of
fibres for fibre-cement production. Industrial Crops and Products, 36, 14–21. http://dx.doi.org/10.1016/j.indcrop.2011.07.029.
|
| 16. |
Tomczak, F.; Satyanarayana, K.G.; Sydenstricker, T.H.D. (2007) Studies on lignocellulosic fibers of Brazil: Part III–Morphology
and properties of Brazilian curauá fibers. Composites: Part A, 38, 2227–2236. http://dx.doi.org/10.1016/j.compositesa.2007.06.005.
|
| 17. |
Satyanarayana, K.G.; Guimarães, J.L.; Wypych, F. (2007) Studies on lignocellulosic fibers of Brazil. Part I: Source, production,
morphology, properties and applications. Composites: Part A, 38, 1694–1709. http://dx.doi.org/10.1016/j.compositesa.2007.02.006.
|
| 18. |
Tonoli, G.H.D.; Santos, S.F.; Joaquim, A.P.; Savastano Jr., H. (2010) Effect of accelerated carbonation on cementitious roofing
tiles reinforced with lignocellulosic fibre. Constr. Build Mater. 24 [2], 193–201. http://dx.doi.org/10.1016/j.conbuildmat.2007.11.018.
|
| 19. |
Pacheco-Torgal, F.; Jalali, S. (2011) Nanotechnology: Advantages and drawbacks in the field of construction and building materials.
Constr. Build Mater. 25, 582–590. http://dx.doi.org/10.1016/j.conbuildmat.2010.07.009.
|
| 20. |
Tan, T.; Santos, S.F.; Savastano, Jr H.; Soboyejo, W.O. (2012) Fracture and resistance-curve behavior in hybrid natural fiber
and polypropylene fiber reinforced composites, J. Mat. Sci. 47 [6], 2864–2874. http://dx.doi.org/10.1007/s10853-011-6116-1.
|
| 21. |
Mohr, B.J.; Biernacki, J.J.; Kurtis, K.E. (2007) Supplementary cementitious materials for mitigating degradation of kraft
pulp fiber-cement composites. Cem. Concr. Res. 37, 1531–1543. http://dx.doi.org/10.1016/j.cemconres.2007.08.001.
|
| 22. |
Tonoli, G.H.D.; Santos, S.F.; Savastano Jr., H.; Delvasto, S.; Mejía de Gutiérrez, R.; Lopez de Murphy, M.M. (2011) Effects
of natural weathering on microstructure and mineral composition of cementitious roofing tiles reinforced with fique fibre.
Cem. Concr. Comp. 33 [2], 225–232. http://dx.doi.org/10.1016/j.cemconcomp.2010.10.013.
|
| 23. |
Melo Filho, J.A.; Silva, F.A.; Toledo Filho, R.D. (2013) Degradation kinetics and aging mechanisms on sisal fiber cement composite
systems. Cem. Concr. Comp. 40, 30–39. http://dx.doi.org/10.1016/j.cemconcomp.2013.04.003.
|
| 24. |
Agopyan, V. (1988) Vegetable fibre reinforced building materials developments in Brazil and other Latin American countries.
In: Natural fibre reinforced cement and concrete; Swamy, R.N.; Ed.; Concrete Technology and Design 5; Blackie: Glasgow, UK,
208–242.
|
| 25. |
Pereira, C.L.; Savastano Jr., H.; Payá, J.J.; Santos, S.F.; Borrachero, M.V.; Monzó, J.M.; Soriano, L. (2013) Use of highly
reactive rice husk ash in the production of cement matrix reinforced with green coconut fiber. Industrial Crops and Products, 49, 88–96. http://dx.doi.org/10.1016/j.indcrop.2013.04.038.
|
| 26. |
Mármol, G.; Santos, S.F.; Savastano Jr., H.; Borrachero, M.V.; Monzó, J.M.; Payá, J.J. (2013) Mechanical and physical performance
of low alkalinity cementitious composites reinforced with recycled cellulosic fibres pulp from cement kraft bags. Industrial Crops and Products, 49, 422–427. http://dx.doi.org/10.1016/j.indcrop.2013.04.051.
|
| 27. |
Teixeira, R.S.; Tonoli, G.H.D.; Santos, S.F.; Savastano Jr., H.; Protassio, T.P.; Toro, E.F.; Maldonado, J.; Lahr, F.A.R.;
Delvasto, S.A. (2013) Different ageing conditions on cementitious roofing tiles reinforced with alternative vegetable and
synthetic fibre. Mat. Struct, 46, 1–14. http://dx.doi.org/10.1617/s11527-013-0070-0.
|
| 28. |
Jarabo, R.; Monte, M.C.; Fuente, E.; Santos, S.F.; Negro, C. (2013) Corn stalk from agricultural residue used as reinforcement
fiber in fiber-cement production. Industrial Crops and Products, 43, 832–839. http://dx.doi.org/10.1016/j.indcrop.2012.08.034.
|
| 29. |
Claramunt, J.; Ardanuy, M.; Garcia-Hortal, J.A.; Toledo, R. D. (2011) The Hornification of Vegetable Fibers to Improve the
Durability of Cement Mortar Composites. Cem. Concr. Comp. 33, 586–595. http://dx.doi.org/10.1016/j.cemconcomp.2011.03.003.
|
| 30. |
Claramunt, J.; Ardanuy, M.; García-Hortal, J.A. (2010) Effect of drying and rewetting cycles on the structure and physicochemical
characteristics of softwood fibres for reinforcement of cementitious composites. Carbohydrate Polymers, 79, 200–205. http://dx.doi.org/10.1016/j.carbpol.2009.07.057.
|
| 31. |
Hoyos, C.G.; Cristia, E.; Vázquez, A. (2013) Effect of cellulose microcrystalline particles on properties of cement based
composites. Materials and Design, 51, 810–818. http://dx.doi.org/10.1016/j.matdes.2013.04.060.
|
| 32. |
Almeida, A.E.F.S.; Tonoli, G.H. D.; Santos, S.F.; Savastano Jr., H. (2013) Improved durability of vegetable fibre reinforced
cement composite subject to accelerated carbonation at early age. Cem. Concr. Comp. 42, 49–58. http://dx.doi.org/10.1016/j.cemconcomp.2013.05.001.
|
| 33. |
Higgins, H.G. (1996) Paper physics in Australia. CSIRO - Division of Forestry and Forest Products: Melbourne, Australia. |
| 34. |
Savastano, Jr., H.; Warden, P.G.; Coutts, R.S.P. (2003) Mechanically pulped sisal as reinforcement in cementitious matrices.
Cem. Concr. Comp. 25 [3], 311–319. http://dx.doi.org/10.1016/S0958-9465(02)00055-0.
|
| 35. |
Aziz, S.; Sarkanen, K. (1989) Organosolv pulping–a review. Tappi Journal, 72, 169–175.
|
| 36. |
Blanco, A.; Fuente, E.; Alonso, A.; Negro, C. (2010) Optimal use of flocculants on the manufacture of fibre-cement materials
by the Hatschek process. Constr. Build Mater. 24 [2], 158–164. http://dx.doi.org/10.1016/j.conbuildmat.2007.06.017.
|
| 37. |
Coutts, R.S.P. (2005) A review of Australian research into natural fibre cement composites. Cem. Concr. Comp. 27 [5], 518–526. http://dx.doi.org/10.1016/j.cemconcomp.2004.09.003.
|
| 38. |
Tonoli, G.H.D.; Fuente, E.; Monte, C.; Savastano Jr., H.; Rocco Lahr, F.A.; Blanco, A. (2009) Effect of fibre morphology on
flocculation of fibre–cement suspensions. Cem. Concr. Res. 39 [11], 1017–1022. http://dx.doi.org/10.1016/j.cemconres.2009.07.010.
|
| 39. |
Mohr, B.J.; Nanko, H.; Kurtis, K.E. (2005) Durability of Kraft Pulp Fiber–Cement Composites to Wet/Dry Cycling. Cem. Concr. Comp. e, 27, 435–48. http://dx.doi.org/10.1016/j.cemconcomp.2004.07.006.
|
| 40. |
Savastano Jr., H.; Agopyan, V.; Nolasco, A.M.; Pimentel, L.L. (1999) Plant fibre reinforced cement components for roofing.
Constr. Build Mater. 13 [8], 433–438. http://dx.doi.org/10.1016/S0950-0618(99)00046-X.
|
| 41. |
Joaquim, A.P.; Tonoli, G.H.D.; Santos, S.F.; Savastano Jr., H. (2009) Sisal Organosolv Pulp as Reinforcement for Cement Based
Composites. Mat. Res. 12 [3], 305–314. http://dx.doi.org/10.1590/S1516-14392009000300010.
|
| 42. |
Correia, V.C.; Curvelo, A.A.S.; Marabezi, K.; Almeida, A. E.F.S.; Savastano Jr., H. (2013) Bamboo cellulosic pulp produced
by the ethanol/water process for reinforcement applications. Ciência Florestal. (In press).
|
| 43. |
Correia, V.C.; Santos, S.F.; Mármol, G.; Curveloc; A.A. S.; Savastano Jr., H. (2014) Potential of bamboo organosolv pulp as
a reinforcing element in fiber-cement materials. Constr. Build Mater. 72, 65–71. http://dx.doi.org/10.1016/j.conbuildmat.2014.09.005.
|
| 44. |
Savastano Jr., H.; Warden, P.G.; Coutts, R.S.P. (2005) Microstructure and mechanical properties of waste fibre–cement composites.
Cem. Concr. Comp. 27 [5], 583–592. http://dx.doi.org/10.1016/j.cemconcomp.2004.09.009.
|
| 45. |
Savastano Jr., H.; Santos, S.F.; Radonjic, M.; Soboyejo, W.O. (2009) Fracture and fatigue of natural fiber-reinforced cementitious
composites. Cem. Concr. Comp. 31 [4], 232–243. http://dx.doi.org/10.1016/j.cemconcomp.2009.02.006.
|
| 46. |
Fonseca, A.S.; Mori, F.A.; Tonoli, G.H.D.; Savastano Jr., H.; Ferrari, D.L.; Miranda, I.P.A. (2013) Properties of an Amazonian
vegetable fiber as a potential reinforcing material. Industrial Crops and Products, 47, 43–50. http://dx.doi.org/10.1016/j.indcrop.2013.02.033.
|
| 47. |
D’Almeida, A.; Toledo Filho, R.; Melo Filho, J. (2010) Cement composites reinforced by short curauá fibers. Revista Matéria, 15 [2], 151–156. http://dx.doi.org/10.1590/S1517-70762010000200010.
|
| 48. |
John, V.M.; Agopyan, V.; Prado, T.A. (1998) Durability of cement composites and vegetable fibres for roofing. In: Procc. 3rd Ibero-American Symposium on Roofing for Housing. Cyted/ USP, São Paulo, 51–59.
|
| 49. |
Mohr, B.J.; Biernacki, J.J.; Kurtis, K.E. (2006) Microstructural and chemical effects of wet/dry cycling on pulp fiber-cement
composites. Cem. Concr. Res. 36, 1240–1251. http://dx.doi.org/10.1016/j.cemconres.2006.03.020.
|
| 50. |
Paavilainen, L. (2001) Fiber structure. In: Handbook of Physical Testing of Paper. Mark, R.E.; Borch, J.; Habeger, C.; Lyne,
M.B. Eds., CRC Press.
|
| 51. |
Tonoli, G.H.D.; Almeida, A.E.F.S.; Pereira, M.A.S.; Bassa, A.; Oyakawa, D.; Savastano Jr., H. (2010) Surface properties of
Eucalyptus pulp fibres as reinforcement of cement-based composites. Holzforschung, 64, 595–601. http://dx.doi.org/10.1515/hf.2010.073.
|
| 52. |
Tonoli, G.H.D.; Belgacem, M.N.; Bras, J.; Silva, M.A.P.; Lahr, F.A.R; Savastano Jr., H. (2012) Impact of bleaching pine fibre
on the fibre/cement interface. J. Mat. Sci. 47, 4167–4177. http://dx.doi.org/10.1007/s10853-012-6271-z.
|
| 53. |
Barra, B.; Bergo, P.; Alves Jr., C.; Savastano Jr., H.; Ghavami, K. (2012) Effects of methane cold plasma in sisal plasma.
Key Engineering Materials, 517, 458–468. http://dx.doi.org/10.4028/www.scientific.net/KEM.517.458.
|
| 54. |
Bilba, K.; Arsène, M.A. (2008) Silane Treatment of Bagasse Fiber for Reinforcement of Cementitious Composites. Composites: Part A, 39, 1488–1495. http://dx.doi.org/10.1016/j.compositesa.2008.05.013.
|
| 55. |
Abdelmouleh, M.; Boufi, S.; Salah, A.; Belgacem, M. N.; Gandini, A. (2002) Interaction of silane coupling agents with cellulose.
Langmuir, 18, 3203–3208. http://dx.doi.org/10.1021/la011657g.
|
| 56. |
Tonoli G.H.D.; Belgacem M.N.; Siqueira G.; Bras J.; Savastano Jr., H.; Rocco Lahr F.A. (2013) Processing and dimensional changes
of cement based composites reinforced with surface-treated cellulose fibres. Cem. Concr. Comp. 37 [3], 68–75. http://dx.doi.org/10.1016/j.cemconcomp.2012.12.004.
|
| 57. |
Xu, Y.; Chung, D.D.L. (1999) Improving the workability and strength of silica fume concrete by using silane-treated silica
fume. Cem. Concr. Res. 29 [3], 451–453. http://dx.doi.org/10.1016/S0008-8846(98)00228-2.
|
| 58. |
European Committee for Standardization, EN 494. (1994). Fiber-cement profiled sheets and fittings for roofing – Products specification
and test methods. BSI – British Standards Institution, London, UK.
|
| 59. |
Weise, U. (1998) Hornification - Mechanisms and Terminology. Paperi ja Puu, 80, 110–115.
|
| 60. |
Minor, J. L. (1992) Strength loss in recycled fibers and methods of restoration, Material Research Society Symposium, 266, 215–228.
|
| 61. |
Minor, J.L. (1994) Hornification — Its origin and meaning. Progress in Paper Recycling, 3, 93–95.
|
| 62. |
Kato, K.L.; Cameron, R.E. (1999) A review of the Relationship Between Thermally-Accelerated Ageing of Paper and Hornification.
Cellulose, 6, 23–40. http://dx.doi.org/10.1023/A:1009292120151.
|
| 63. |
Brancato, A.A. (2008) Effect of progressive recycling on cellulose fiber surface properties. Tesis of Doctor Science - School
of Chemical and Biomolecular Engineering, Georgia Institute of Technology.
|
| 64. |
Jayme, G. (1944) Milkro-quellungsmessungen an Zellstoffenn. Papier-Fabr/Wochbl Papierfabr, 6, 187–194.
|
| 65. |
Laivins, G. V.; Scallan A. M. (1993) The mechanism of hornification of wood pulps. In: Baker CF (ed) Products of papermaking.
Pulp and Paper Fundamental Research Society, Oxford.
|
| 66. |
Bawden, A.D.; Kibblewhite, R. P. (1997) Effects of Multiple Drying Treatments on Kraft Fibre Walls. Journal of Pulp and Paper Science, 23 [7], 340–346.
|
| 67. |
Čabalová, I.; Kačík, F.; Geffert, A.; Kačíková, D. (2011) The Effects of Paper Recycling and its Environmental Impact. Environmental
Management in Practice. Edited by Elzbieta Broniewicz, Publisher: InTech, Chap. 17, 329–350.
|
| 68. |
Turrado, J.; Saucedo, A.R.; Ramos, J.; Reynoso, M.L. (2008) Comportamiento de la Fibra de Celulosa Reciclada en el Proceso
de Hidratación. Información Tecnológica, 19 [5], 129–136 (in Spanish). http://dx.doi.org/10.4067/S0718-07642008000500014.
|
| 69. |
Köhnke, T.; Lund, K.; Brelid, H.; Westman, G. (2010) Kraft pulp hornification: A closer look at the preventive effect gained
by glucuronoxylan adsorption. Carbohydrate Polymers, 81 [2], 226–233. http://dx.doi.org/10.1016/j.carbpol.2010.02.023. |
| 70. |
Wang, X.; Maloney, T.C.; Paulapuro, H. (2003) Internal fibrillation in never-dried and once-dried chemical pulps. Appita Journal, 56, 455–459.
|
| 71. |
Fengel, D.; Wegener, G. (1984) Wood - Chemistry, ultrastructure - reactions, Editorial Walter de Gruyters, New York, vol.
1, (1984).
|
| 72. |
Ferreira, S.R.; Lima, P.R.L.; Silva, F.A.; Toledo Filho, R.D. (2014) The effect of sisal hornification on fiber-matrix bonding
characteristics and bending behavior of cement based composites. Key Engineering Materials, 600, 421–432. http://dx.doi.org/10.4028/www.scientific.net/KEM.600.421.
|
| 73. |
Segal, L.; Creely, J.J.; Martin, A.E.; Conrad, C. (1959) An empirical method for estimating the degree of crystallinity of
native cellulose using the x-ray diffractometer. Textile Research Journal, 29, 786–794. http://dx.doi.org/10.1177/004051755902901003 |
| 74. |
Kuo, C.H.; Lee, C.K. (2009) Enhancement of enzymatic saccharification of cellulose by cellulose dissolution pretreatments.
Carbohydrate Polymer, 77 [1], 41–46. http://dx.doi.org/10.1016/j.carbpol.2008.12.003.
|
| 75. |
Britt, K.W. (1970) Handbook of Pulp and Paper Technology, 2nd ed., Van Nostrand Reinhold, New York, USA, (1970).
|
| 76. |
Clark, J.d’A. (1985) Pulp Technology and Treatment for Paper. Miller Freeman: San Francisco, USA. |
| 77. |
Coutts, R.S.P. (1984) Autoclaved beaten wood fibre-reinforced cement composites. Composites, 15 [2], 139–143. http://dx.doi.org/10.1016/0010-4361(84)90726-2.
|
| 78. |
Coutts, R.S.P. (1987) Fibre-matrix interface in air-cured wood-pulp fibre-cement composites. J. Mat. Sci. Letters, 6, 140–142. http://dx.doi.org/10.1007/BF01728964.
|
| 79. |
Tonoli, G.H.D.; Joaquim, A.P.; Arsène, M.A.; Bilba, K.; Savastano Jr., H. (2007) Performance and durability of cement based
composites reinforced with refined sisal pulp. Material and Manufacturing Processes, 22 [2], 149–156. http://dx.doi.org/10.1080/10426910601062065.
|
| 80. |
Silva, F.A.; Mobasher, B.; Soranakom, C.; Toledo Filho, R.D. (2011) Effect of fiber shape and morphology on interfacial bond
and cracking behaviors of sisal fiber cement based composites. Cem. Concr. Comp. 33, 814–823. http://dx.doi.org/10.1016/j.cemconcomp.2011.05.003.
|
| 81. |
Bernstein, L.J.; Roy, K.C.; Delhotal, J.; Harnisch, R.; Matsuhashi, L.; Price, K.; Tanaka, E.; Worrell, F.; Yamba, Z.; Fengqi.
(2007) Industry. In Climate Change 2007: Mitigation. Contribution of Working Group III to the Fourth Assessment Report of
the Intergovernmental Panel on Climate Change (IPCC). [B. Metz, O.R.; Davidson, P.R.; Bosch, R.; Dave, L.A.; Meyer (eds)],
Cambridge University Press, Cambridge, United Kingdom and New York, NY, USA, Chap. 7, 448–496.
|
| 82. |
Alexander, L.; Allen, S.; Bindoff, N.L.; Bréon, F.M.; Church, J.; Cubasch, U. et al. (2013) The IPCC Fifth Assessment Report
Climate Change 2013: The Physical Science Basis, Cambridge University Press, Cambridge, United Kingdom and New York, NY, USA.
|
| 83. |
Shi, C.; Fernández Jiménez, A.; Palomo, A. (2011) New cements for the 21st century: The pursuit of an alternative to Portland cement. Cem. Concr. Res. 41, 750–763. http://dx.doi.org/10.1016/j.cemconres.2011.03.016.
|
| 84. |
Villar-Cociña, E.; Valencia-Morales, E.; González-Rodríguez, R.; Hernández-Ruíz, J. (2003) Kinetics of the pozzolanic reaction
between lime and sugar cane straw ash by electrical conductivity measurement: A kinetic–diffusive model. Cem. Concr. Res. 33 [4], 517–524. http://dx.doi.org/10.1016/S0008-8846(02)00998-5.
|
| 85. |
Villar-Cociña, E.; Valencia Morales, E.; Santos, S.F.; Savastano Jr., H.; Frías, M. (2011) Pozzolanic behavior of bamboo leaf
ash: Characterization and determination of the kinetic parameters. Cem. Concr. Comp. 33 [1], 68–73. http://dx.doi.org/10.1016/j.cemconcomp.2010.09.003.
|
| 86. |
Bezerra, E.M.; Joaquim, A.P.; Savastano Jr., H.; John, V.M.; Agopyan, V. (2006) The effect of different mineral additions
and synthetic fiber contents on properties of cement based composites. Cem. Concr. Comp. 28 [6], 555–563. http://dx.doi.org/10.1016/j.cemconcomp.2006.02.001.
|
| 87. |
Cordeiro, G.C.; Toledo Filho, R.D.; Tavares, L. M.; Fairbairn, E.M.R. (2009) Ultrafine grinding of sugar cane bagasse ash
for application as pozzolanic admixture in concrete. Cem. Concr. Res. 39 [2], 110–115. http://dx.doi.org/10.1016/j.cemconres.2008.11.005.
|
| 88. |
Morales, E.V.; Villar-Cociña, E.; Frías, M.; Santos, S.F.; Savastano Jr., H. (2009) Effects of calcining conditions on the
microstructure of sugar cane waste ashes (SCWA): Influence in the pozzolanic activation. Cem. Concr. Comp. 31 [1], 22–28. http://dx.doi.org/10.1016/j.cemconcomp.2008.10.004.
|
| 89. |
Frías, M.; Savastano Jr., H.; Villar-Cociña, E.; Rojas, M.I.S.; Santos, S. (2012) Characterization and properties of blended
cement matrices containing activated bamboo leaf wastes. Cem. Concr. Comp. 34 [9], 1019–1023. http://dx.doi.org/10.1016/j.cemconcomp.2012.05.005.
|
| 90. |
Jacobsen, V.J.; Rodrigues, M.S.; Telling, M.T.L.; Beraldo, A.L.; Santos, S.F.; Aldrige, L.P.; Bordallo, H.N. (2013) Nano-scale
hydrogen-bond network improves the durability of greener cements. Scientific Reports-UK. 3 [2667], 1–6. http://dx.doi.org/10.1038/srep02667.
|
| 91. |
Soriano, L.; Monzó, J.; Bonilla, M.; Tashima, M.M.; Payá, J.; Borrachero, M.V. (2013) Effect of pozzolans on the hydration
process of Portland cement cured at low temperatures. Cem. Concr. Comp. 42, 41–48. http://dx.doi.org/10.1016/j.cemconcomp.2013.05.007.
|
| 92. |
Hosseini, M.M.; Shao, Y.; Whalen, J.K. (2011) Biocement production from silicon-rich plant residues: Perspectives and future
potential in Canada. Biosystems engineering, 110, 351–362. http://dx.doi.org/10.1016/j.biosystemseng.2011.09.010.
|
| 93. |
Bentur, A.; Akers, S.A.S. (1989) The microstructure and ageing of cellulose fibre reinforced cement composites cured in a
normal environment. International Journal Cement Composite Lightweight Concrete, 11, 99–109. http://dx.doi.org/10.1016/0262-5075(89)90121-8.
|
| 94. |
Toledo Filho, R.D.; Scrivener, K.; England, G.L.; Ghavami, K. (2000) Durability of alkali-sensitive sisal and coconut fibres
in cement mortar composites. Cem. Concr. Comp. 22, 127–43. http://dx.doi.org/10.1016/S0958-9465(99)00039-6.
|
| 95. |
Rostami, V.; Shao, Y.; Boyd, A.J.; He, Z. (2012) Microstructure of cement paste subject to early carbonation curing. Cem. Concr. Res. 42, 186–193. http://dx.doi.org/10.1016/j.cemconres.2011.09.010.
|
| 96. |
Pizzol, V.D.; Mendes, L.M.; Frezzatti, L.; Savastano Jr., H.; Tonoli, G.H.D. (2014) Effect of accelerated carbonation on the
microstructure and physical properties of hybrid fiber-cement composites. Minerals Engineering, 59, 101–106. http://dx.doi.org/10.1016/j.mineng.2013.11.007.
|
| 97. |
Santos, S.F.; Schmidt, R.; Almeida, A.E.F.S.; Tonoli, G. H.D.; Savastano Jr., H. (2014) Supercritical carbonation treatment
on extruded fibre-cement reinforced with vegetable fibres. Cem. Concr. Comp. (In press). http://dx.doi.org/10.1016/j.cemconcomp.2014.11.007 |
| 98. |
Shao, Y.; Wan, S.; He, Z. (2011) Manufacturing of cellulose fiber reinforced cement composites using carbon dioxide curing.
In Procc: 16th International Conference on Composite Structures - ICCS, Porto, Portugal, 1–2.
|
| 99. |
Gleize, P.J.P. (2011) Nanociência e Nanotecnologia dos Materiais Cimentícios, 1st ed., Edited by Ibracon, Isaia, G. C. (ed), chapter 2.
|
| 100. |
Institute of Research Construction (IRC). (2002) Innovations of Construction. National Council of Research from Canada, 7
[4].
|
| 101. |
Santos, S.F.; Rodrigues, J.A.; Tonoli, G.H.D.; Almeida, A.E.F.S.; Savastano Jr., H. (2014) Effect of colloidal silica on the
mechanical properties of fiber–cement reinforced with cellulosic fibers. J. Mat. Sci. 49 [21], 7497–7506. http://dx.doi.org/10.1007/s10853-014-8455-1.
|
| 102. |
Zhu, W.; Bartos, P.J.M.; Porro A. (2004) Application of nanotechnology in construction Summary of a state-of-the-art report.
Mat. Struct. 37 [9], 649–658. http://dx.doi.org/10.1007/BF02483294.
|
| 103. |
Bullard, J.W.; Jennings, H.M.; Livingston, R.A.; Nonat, A.; Scherer, G.W.; Schweitzer, J.S.; Scrivener, K.L.; Thomas, J.J.
(2011) Mechanisms of cement hydration. Cem. Concr. Res. 41 [12], 1208–1223. http://dx.doi.org/10.1016/j.cemconres.2010.09.011.
|
| 104. |
Konsta-Gdoutos, M.S.; Metaxa, Z.S.; Shahm S.P. (2010) Highly dispersed carbon nanotube reinforced cement based materials.
Cem. Concr. Res. 40 [7], 1052–1059. http://dx.doi.org/10.1016/j.cemconres.2010.02.015.
|
| 105. |
Dias, C.M.R.; Savastano Jr., H.; John, V.M. (2010) Exploring the potential of functionally graded materials concept for the
development of fiber cement. Constr. Build. Mater. 24 [2], 140–146. http://dx.doi.org/10.1016/j.conbuildmat.2008.01.017.
|
| 106. |
Dias, C.M.R.; Savastano Jr., H.; Taqueda, M.E.S.; John, V.M. (2010) Mixture screening design to choose formulations for functionally
graded fiber cements. Materials Science Forum, 631–632, 65–70. http://dx.doi.org/10.4028/www.scientific.net/MSF.631-632.65.
|
| 107. |
Shen, B.; Hubler, M.; Paulino, G.H.; Struble, L.J. (2008) Functionally-graded fiber-reinforced cement composite: Processing,
microstructure, and properties. Cem. Concr. Comp. 30 [8], 663–673. http://dx.doi.org/10.1016/j.cemconcomp.2008.02.002.
|
| 108. |
Bhuvaneshwari, B.; Sasmalm S.; Baskaran, T.; Iyer, N.R. (2012) Role of Nano Oxides for Improving Cementitious Building Materials.
Journal of Civil Engineering and Science, 1 [2], 52–58.
|
| 109. |
Sanchez, F.; Sobolev, K. (2010) Nanotechnology in concrete – A review. Constr. Build. Mater. 24, 2060–2071. http://dx.doi.org/10.1016/j.conbuildmat.2010.03.014.
|
| 110. |
Peyvandi, A.; Sbiam L.A.; Soroushianm P.; Sobolev, K. (2013) Effect of the cementitious paste density on the performance efficiency
of carbon nanofiber in concrete nanocomposite. Constr. Build. Mater. 48, 265–269. http://dx.doi.org/10.1016/j.conbuildmat.2013.06.094.
|
| 111. |
Nishiyama, Y. (2009) Structure and properties of the cellulose microfibril. Journal of Wood Science, 55 [4], 241–249. http://dx.doi.org/10.1007/s10086-009-1029-1.
|
| 112. |
Pääkkö, M.; Ankerfors, M.; Kosonen, H.; Nykänen, A.; Ahola, S.; Osterberg, M.; Ruokolainen, J.; Laine, J.; Larsson, P.T.;
Ikkala, O.; Lindström, T. (2007) Enzymatic hydrolysis combined with mechanical shearing and high-pressure homogenization for
nanoscale cellulose fibrils and strong gels. Biomacromolecules, 8 [6], 1934–1941. http://dx.doi.org/10.1021/bm061215p.
|
| 113. |
Chinga-Carrasco, G. (2011) Cellulose fibres, nanofibrils and microfibrils: The morphological sequence of MFC components from
a plant physiology and fibre technology point of view. Nanoscale Research Letters, 6, 417–424. http://dx.doi.org/10.1186/1556-276X-6-417.
|
| 114. |
Shao, Y.; Marikunte, S.; Shah, S. (1995) Extruded fiber-reinforced composites. Concrete International, 17 [4], 48–52.
|
| 115. |
Shao, Y.; Shah, S. (1997) Mechanical properties of PVA fiber reinforced cement composites fabricated by extrusion processing.
ACI Material Journal, 94 [6], 555–564. http://dx.doi.org/10.14359/340.
|
| 116. |
Shao, Y.; Moras, S.; Ulkem, N.; Kubes, G. (2000) Wood fibre-cement composites by extrusion. Canadian Journal of Civil Engineering, 27, 543–552. http://dx.doi.org/10.1139/l99–093.
|
| 117. |
Srinivasan, R.; Deford, D.; Shah, P.S. (1999) The use of extrusion rheometry in the development of extrudate fiber-reinforced
cement composites. Concrete Science and Engineering, 1, 26–36.
|
| 118. |
Qian, X.; Zhou, X.; Mu, B.; Li, Z. (2003) Fiber alingment and property direction dependency of FRC extrudate. Cem. Concr. Res. 33 [10], 1575–1581. http://dx.doi.org/10.1016/S0008-8846(03)00108-X.
|
| 119. |
Takashima, H.; Miyagay, K.; Hashida, T.; Li, V.C. (2003) A design approach for the mechanical properties of polypropylene
discontinuous fiber reinforced cementitious composites by extrusion molding. Engineering Fracture Mechanics, 70 [7–8], 853–870. http://dx.doi.org/10.1016/S0013-7944(02)00154-6.
|
| 120. |
Teixeira, R.S.; Tonoli, G.H.D.; Santos, S.F.; Fiorelli, J.; Savastano Jr., H.; Lahr, F.A.R. (2012) Extruded Cement Based Composites
Reinforced with Sugar Cane Bagasse Fibres. Key Engineering Materials, 517, 450–457. http://dx.doi.org/10.4028/www.scientific.net/KEM.517.450.
|
| 121. |
Horst, G.G. (2002) Extrusion of FRC products: technology and practical aspects. In: Inorganic-Bonded wood and fiber composites
materials Conference, Sun Valley, Idaho, USA, 8, 36–46.
|
| 122. |
Kuder, K.G.; Shah, S.P. (2010) Processing of high-performance fiber-reinforced cement-based composites. Constr. Build. Mater. 24 [2], 181–186. http://dx.doi.org/10.1016/j.conbuildmat.2007.06.018.
|